SpecialFocus
he aerospace industry is a dynamic market for solutions that rely on machinable plastics. Whether discussing the commercial aircraft segment, the defense segment (including military drones) or the space segment (including satellites and other space-based systems), the level of technology employed dictates a heavy reliance on safety, performance and precision that rules out many lower-grade and lower-cost materials — and even traditional plastic processes like injection molding.
In addition to delivering the best possible strength and overall performance, machined plastic parts are better when:
- Lower volume requirements are requested because there is little or no tooling investment.
- Precise tolerances are required.
- Fast delivery is needed.
- Maximum toughness and durability are desired, especially with fiber-reinforced grades.
- Thicker cross sections (greater than 0.25” or 6mm) are required, which is common for larger parts.
- Maximum strength at temperature is required because the most temperature-resistant grades are not moldable.
- Maximum ductility at low temperatures is critical because many cryogenic materials are also not moldable.
The market drivers leading the aerospace industry toward non-metallics can be summarized as
- Reduced weight, which increases fuel economy, capacity and/or range.
- Lower maintenance costs by developing parts that last longer.
- Improved safety.
These drivers result in designers and engineers seeking high strength-to-weight ratio materials that offer high-temperature strength and low-temperature ductility, as well as fire resistance, self-lubrication and low smoke generation and wear.
This article highlights the performance plastics industry’s role in this market segment by looking at a few key materials and some successful applications where machined plastic parts help keep planes flying.
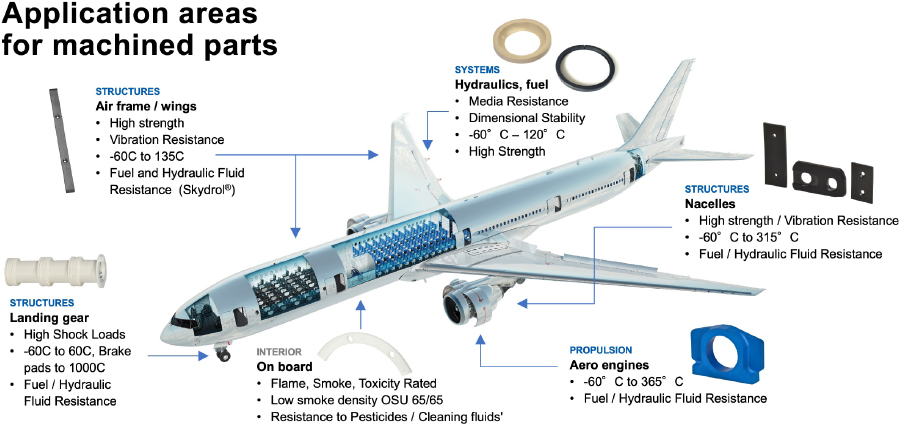
Interior applications require non-burning, low-smoke-generating materials that pass Federal Aviation Regulations (FAR) 25.853 and OSU65/65, while exterior applications must survive environment swings from -40 F encountered during flight, to tarmac temperatures exceeding 125 F during summer. In areas close to the jet engines, localized temperatures can easily exceed 550 F.
You may not see machined plastic parts, but they are there. Below is a schematic that illustrates some common areas where you’ll find them.
Interior applications such as thermoformed interior walls and seat assemblies are the most visible. Thermoformed wall panels and luggage bins are formed from specialty grades designed for aerospace use. Because of the total volume on board, these materials are required to meet the strictest requirements for fire, smoke and toxicity (FST) of FAR 25.853 and OSU 65/65.
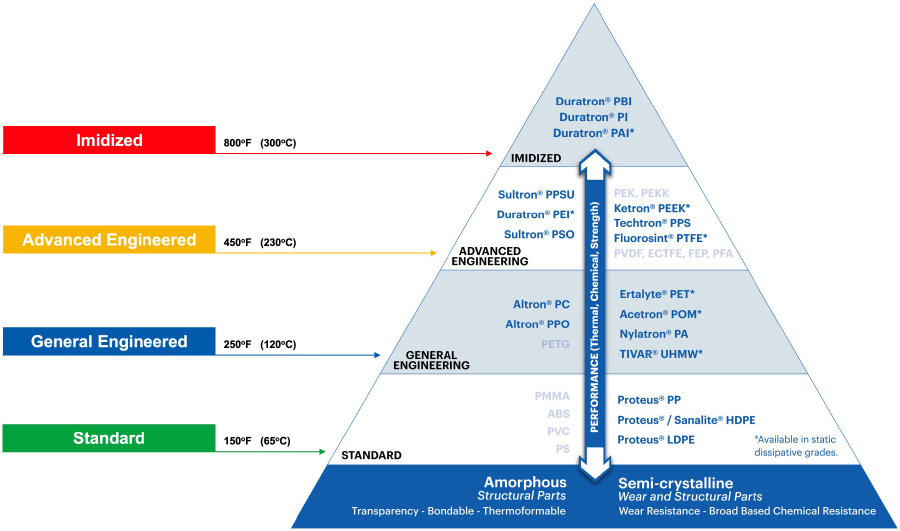
The Mitsubishi Chemical Group Materials Triangle. Courtesy of Mitsubishi Chemical Group.
Lower stress exterior components like clamps and bushings can be machined from cast nylon and acetal, assuming they are well-protected from the exterior when flying at altitude and far away from engine heat.
Higher-stressed components, especially those exposed to hydraulic fluids like Skydrol, require semicrystalline advanced engineering plastics like polyphenylene sulfide (PPS) and ketone polymers such as PEEK and PEK that offer better chemical resistance plus high strength, wear resistance and temperature capability well above most polymers. These materials are inherently non-burning with low smoke generation, according to the FAR and OSU 65/65 test protocols. PEEK offers designers a heat-deflection temperature of 300 F and a continuous service temperature of 480 F. PPS, while offering slightly lower thermal properties, delivers better wear resistance at a lower cost. Specialty fluoropolymers like a synthetic mica reinforced PTFE can extend the properties of PTFE by delivering better strength, dimensional stability and wear resistance for longer lasting seals without sacrificing the electrical and chemical resistance inherent to PTFE.

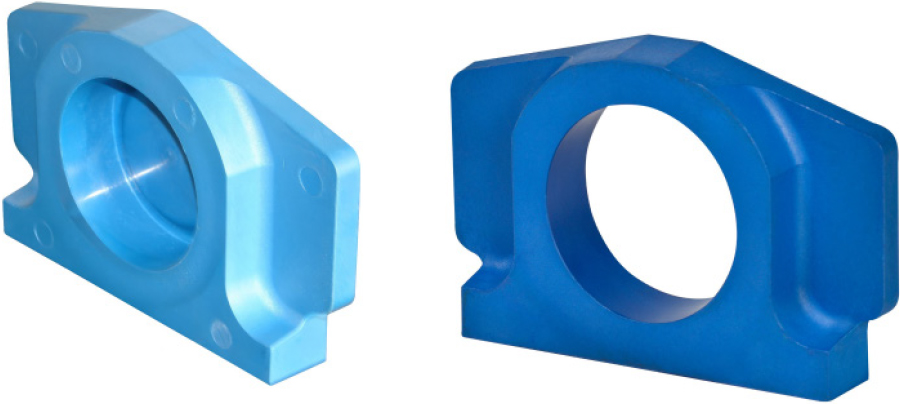
Nylatron® GSM clamping block for landing gear. Courtesy of Mitsubishi Chemical Group.
Parts operating in the most demanding service environments demand the best of the high-performance materials found at the top of the Materials Triangle — polyamide-imide (PAI), polyimide (PI) and polybenzimidazole (PBI).
All three of these polymers are considered imidized materials. All deliver temperature capability above 400 F, high strength even at elevated temperature and a CLTE that closely matches aluminum and other light weight metals they often replace.
Exterior parts can test the performance limits of machinable plastics due to the demanding environment. Many of these materials are chosen for the same reasons others use them — namely, wear resistance and noise — and vibration-elimination, electrical insulation and lubrication-free operation. Their lower weight is an added benefit, but not always the primary reason for consideration.
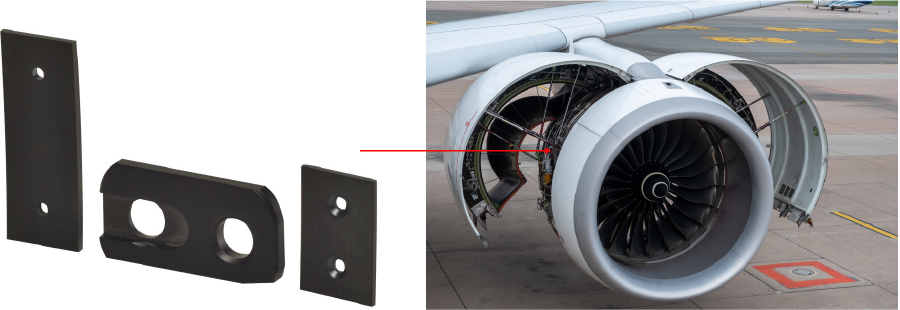
The part shown below is an example of a wear-grade PPS designed into a guide for a shaft that actuates a thrust reverser during use. It was chosen for its strength and toughness at 275 F plus a very low wear rate and low friction that results from a lubricant added into the material. The part was initially designed to be machined from a plate but was later converted to a near-net shape to lower the manufacturing cost. It is also a sacrificial part that will protect the shaft from bending during a hard use.
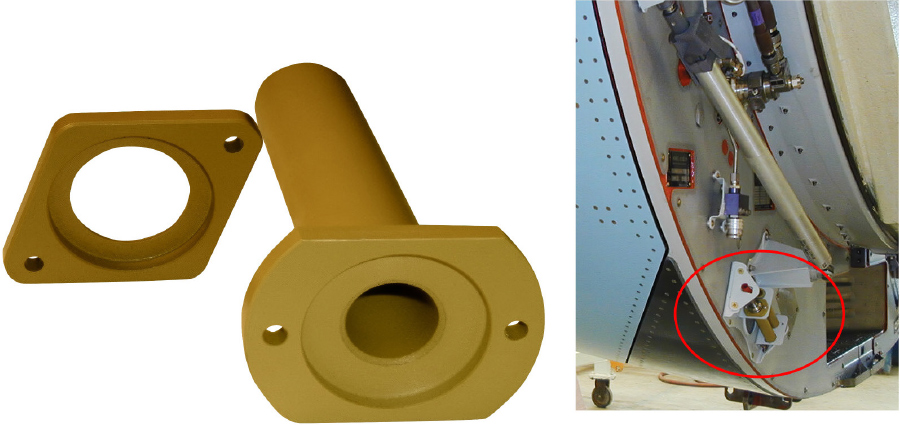
Cascade style thrust reverse unit. Courtesy of Mitsubishi Chemical Group.

PBI is required for parts in the hottest zone of the nacelle that prevent abrasion and fretting of a metal surface from contact by a mating metal surface. Small wear pads must survive constant temperature swings between -40 F and 575 F in addition to providing thermal isolation.
Any conversation around plastics in aerospace must mention advanced composites. Today’s larger commercial aircraft contain 50,000 – 100,000 pounds of composites. These engineered polymer composites offer strength-to-weight ratios that far exceed metals like aluminum and steel. When combined with honeycomb cores, they are used to make wings, fuselage bodies, doors, fuel tanks and many other structural members. These materials are fabricated from resin-impregnated carbon fiber tapes that are laid up and cured into the forms needed. Most of these composites are made from thermoset resins that are not easily machined. The future will see an increasing shift toward thermoplastic composites that enable innovative fabrication techniques, including machining, that are faster and lower in total cost.
Your material suppliers may already have materials approved for use by the OEMs, which can help speed up materials approval, so it is always recommended that you start with them.
Mike Oliveto is the director of technical sales for Mitsubishi Chemical Group. For more information, contact Mitsubishi Chemical Group at P.O. Box 14235, 2120 Fairmont Avenue, Reading, PA 19612-4235 USA; by phone at (610) 320-6600; or online at www.mcam.com.