Hybrid Manufacturing Workflows for Large-Scale Composite Tooling
Fabrication and Machining
s composite tooling evolves, so do expectations around size, complexity and performance. Fabricators are being asked to deliver larger molds and layup tools that offer structural strength, dimensional accuracy and a smooth, consistent finish, all under tighter deadlines and cost constraints. To meet these growing demands, more manufacturers are turning to hybrid workflows that combine large-format additive manufacturing with traditional machining.
Instead of treating these technologies as separate steps, they are being integrated into a single, more efficient process. This approach, often called near-net-shape manufacturing, is ideal for composite tools where most of the volume provides structure and only certain surfaces need to be machined with high precision.
In most composite tooling projects, the majority of the material supports form, stiffness and downstream processes such as layup or infusion. With large-format additive manufacturing, fabricators can build this structural volume much more efficiently using thermoplastic composites. Compared with traditional subtractive methods, this approach slashes raw material waste and reduces machining time.
Printing the tool’s core structure close to its final shape also lets designers get more creative. It allows for built-in contours, changes in wall thickness and internal reinforcements within the same build. These features are especially useful when working with thermoplastic materials, where performance depends on weight, thermal behavior and structural integrity. It also means design changes can happen earlier in the process, before investing time in final machining.
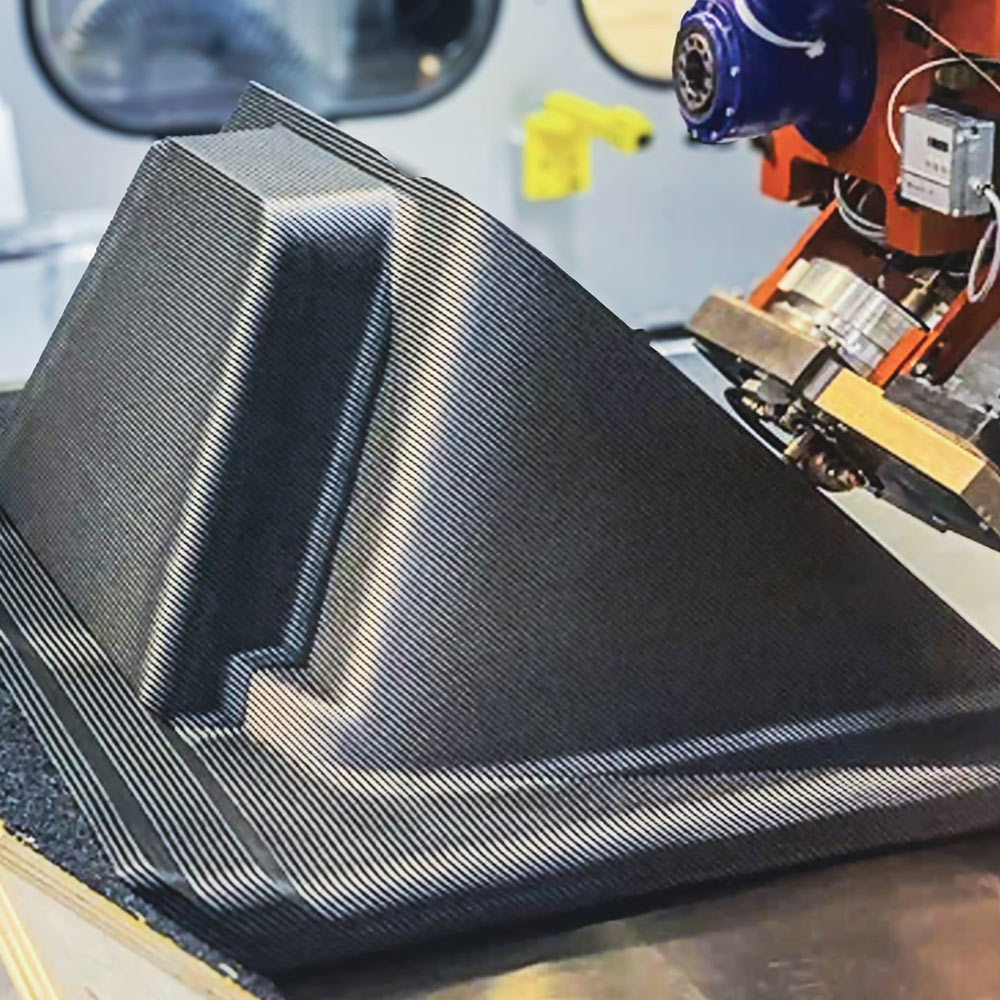
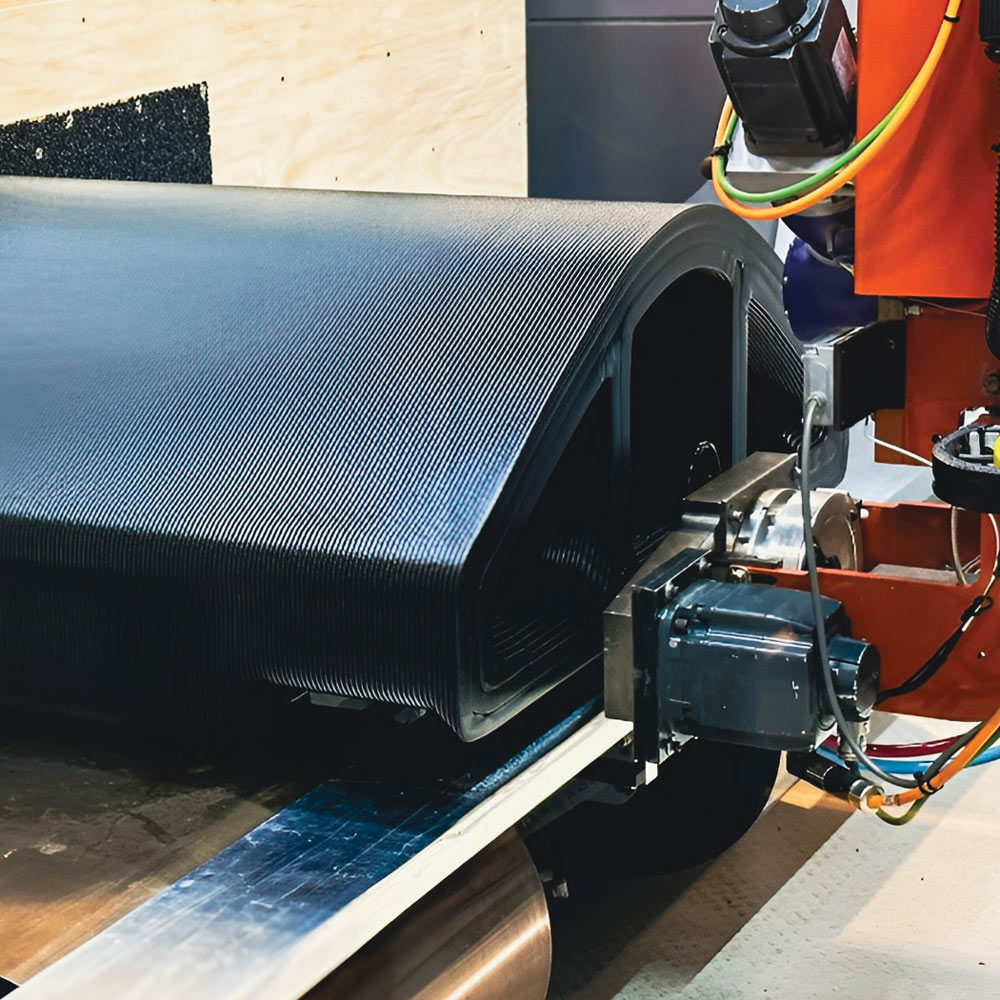
Thermwood LSAM 1020 ALP (left) and Thermwood LSAM 1020 VLP (right) printing a tool. Photos courtesy of Thermwood Corporation.
Vertical layer printing: Reorienting the print allows for longer or taller parts that would otherwise exceed machine limits. This method avoids segmenting long tools, reducing seams and improving alignment.
Angled layer printing: In cases where a geometry includes complex or sloped surfaces, printing at a 45-degree angle can help. This can improve structural continuity and lower the need for support material.
Orientation affects more than just shape. It can also influence how the material behaves when cut, how stress distributes across the tool and how much post-processing is required. That is why it needs to be considered early in the design phase.
In a hybrid workflow, only the key contact areas are machined. This targeted approach maintains high standards without wasting time or resources machining the entire tool surface. It keeps the focus on what matters, helps ensure a predictable outcome and supports consistent part production.
That is why integrated hybrid systems are gaining traction. When both printing and machining happen on the same build platform, there is no need to move or realign the workpiece. That reduces risk, maintains a consistent reference system and produces better results with fewer variables. Even in complex tooling builds, this integration supports faster turnaround and greater consistency, making it easier to scale production while maintaining high standards.
Hybrid manufacturing solves that issue by flipping the process. Most of the tool’s volume is printed, and only functional surfaces are machined. This method significantly improves material yield, lowers costs and minimizes environmental impact. It also aligns with broader sustainability goals more manufacturers are beginning to prioritize.
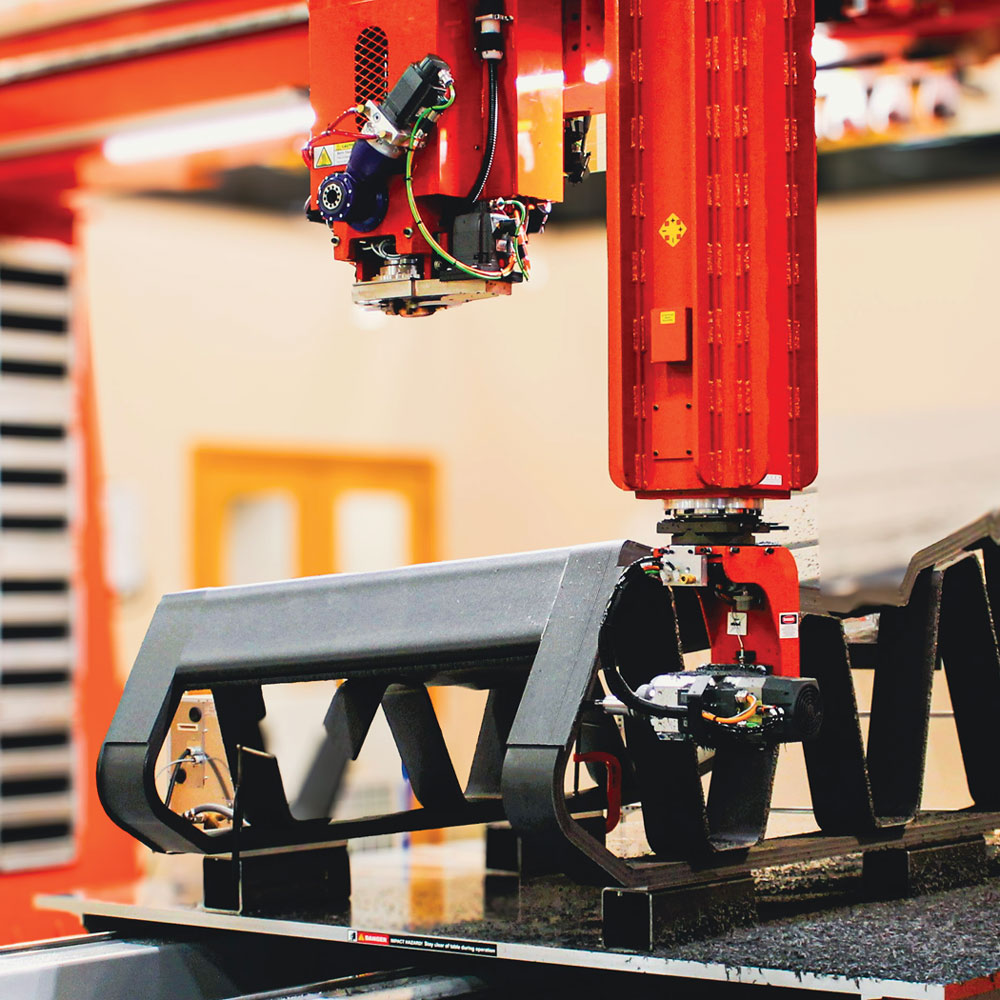

Thermwood MT machining a mold (left). Thermwood LSAM 1020 machining polycarbonate (right). Photos courtesy of Thermwood Corporation.
The orientation of the printed layers and the toolpath sequence also matter. Stable fixturing and thoughtful planning go a long way in delivering clean, accurate surfaces that hold up in use.
Adding reference points, machining guides and mounting features directly into the printed geometry can simplify finishing steps and reduce assembly time. When design teams and fabricators collaborate closely, it becomes much easier to deliver tools that are optimized for performance, cost and scalability.
By using each process where it performs best, manufacturers can produce tools faster, waste less and deliver higher quality. Hybrid workflows are not just a workaround. They are rapidly becoming a core strategy for the next generation of composite tooling.