istory has shown there is one recession-proof industry that continues to show growth year after year. It exists in the U.S., Canada and Mexico, in nearly every state and province. It is reliant upon engineering and high-performing plastics, thus feeding our industry with both new developmental opportunities and a large base of legacy applications. This is the food and beverage industry.
Over the last 50 years, global meat production has increased 500% and poultry by 1,200%. In parallel, a steady rise in aquaculture to support traditional agriculture yields have delivered similar increases in output. Major brands and their manufacturing facilities have grown steadily as retailers and restaurant chains have increasingly pushed for higher quality and lower cost products, creating a pull-through market launching even more opportunities for performance plastics.
Opportunities for performance plastics within the food and beverage industry generally fit into one of three application areas:
Conveying
Processing
Filling and packaging
Conveyors occupy more floor space in food and beverage processing facilities than any other part of the operation. Highly automated conveyance systems connect the various stages of production, enabling a perfect match between the cadence of production and packaging. The rate of production and packaging is highly product-dependent, ranging from 2,000 units per minute for high volume filling of liquids, to less than 20 units per hour for highly specialized products.

Larger facilities processing a wide range of products often color code conveying components, which helps to minimize errors for operators and maintenance staff when changing over lines for different packages. These parts are often referred to as “change parts.” They commonly include star wheels, guides and timing screws that position-packages for labeling, filling or closure.


Due to recent increases in conveyor line speed, engineers are switching to enhanced, self-lubricating grades of UHMW. These next generation materials offer higher pressure (P) x velocity (V) capabilities than unfilled and oil filled UHMW; allowing these conveyors to run quieter and to experience longer MTBR (mean time before replacement). These self-lubricating materials outperform standard grades under the higher pressure conditions that occur at conveyor corners, spiral conveyors, rollers, and bushings and bearings within metallic rollers.

The poultry industry uses as much performance plastics as any industry. Very large cams, fixtures for deboning chickens and many other mechanical parts help processors deliver nearly 25 million chickens per day from approximately 200 U.S. processing plants. That means a single facility may process nearly 100,000 birds per day or 70 birds per minute; more than one bird per second. This type of output demands highly automated processes that include rigid fixtures and many moving parts. Lightweight performance plastics that are inert, non-corroding, easily fabricated and can be readily sanitized make these high- speed processing rates possible.


Poultry Cutter Guide
Stainless steel is strong, stiff and durable, but the continuous rubbing against a stainless steel mixing vessel generates wear debris that can end up in the product.
Products that are processed at low temperatures require materials that are impact resistant and durable at freezing temperatures, while cooked or heated products during processing, like ketchup or tomato sauce, require materials that are resistant to citric acid attaching, as well as hydrolysis. Materials such as PTFE, nylon, UHMW and even PEEK, are found as scrapers and mixing blades inside vessels like those shown below.


Photo courtesy of Wahl Associates
Naturally, smaller machines with less output are also used in far greater numbers. They too require performance plastics for mechanical drives, filling nozzles, guarding and wear surfaces. Operating conditions influence the choice of materials; hot filling requires hot water-resistant plastics that can accommodate wide swings in temperature with minimal thermal expansion/contraction, while dry filling requires more abrasion resistant materials.

Kettle agigators

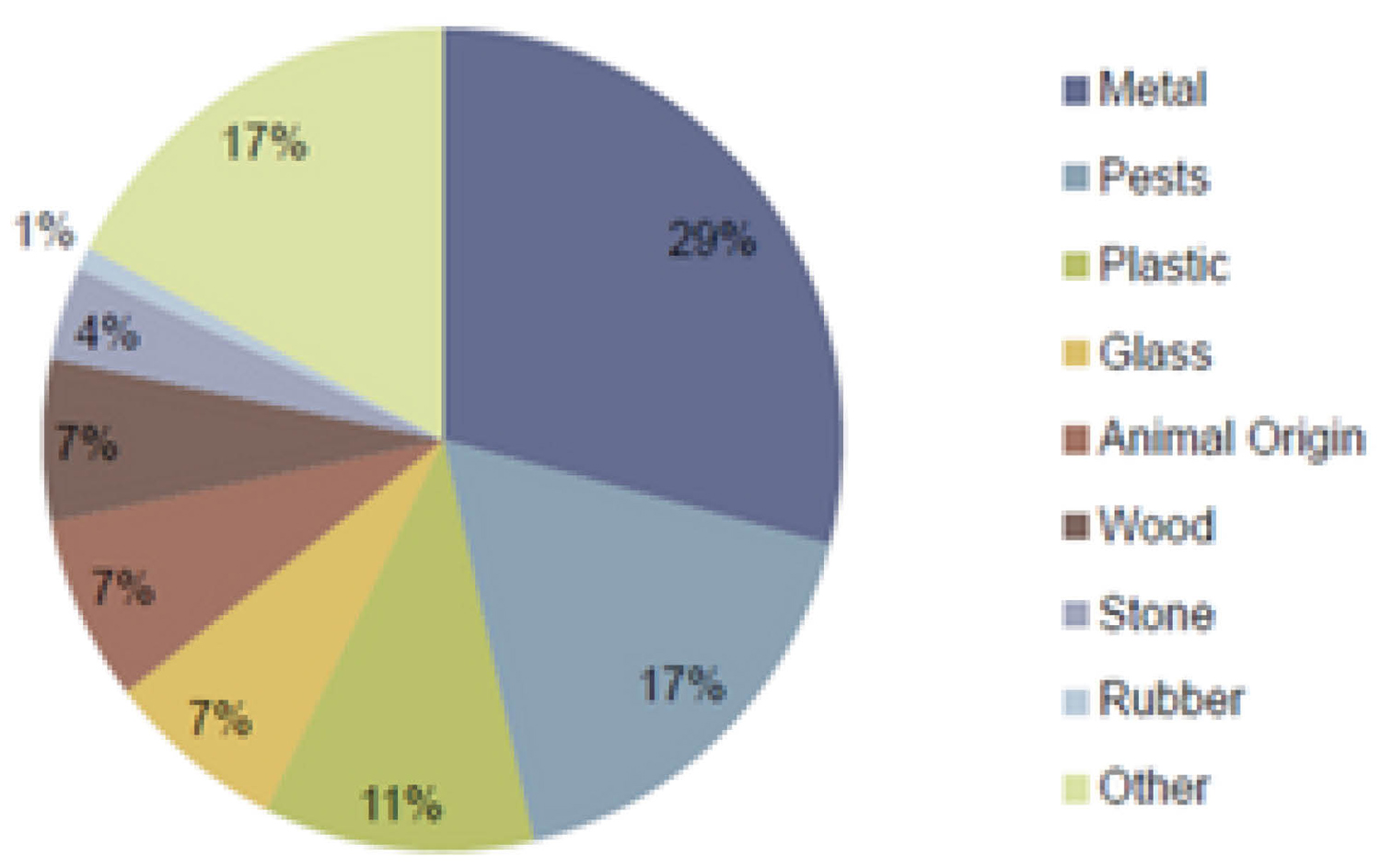
Metal and X-ray detectable performance plastics provide the answer. These materials have been compounded with additives that enable normally “transparent” materials to be detected by the system processors already in place. Originally, the thought was to offer materials that were either metal detectable or materials that were X-ray detectable. Today, there are materials that are simplifying the material selection process. UHMW, acetal and PEEK are now available in three-way detectable grades, offering visual detection via their unique blue color, metal detection and X-ray detection using metallic oxides. The challenge remains to balance the detection limits of these materials while maintaining the durability and properties of performance plastics. For example, more filler can readily make the material more detectable, but it may also make parts too brittle or too abrasive causing them to fail prematurely in use.
